
- 微信: yujiaxin-666
- QQ: 2269845694
- 德律风: 159 8681 6992
- 邮箱: info@scbaishuihe.com
一文搞懂齿轮类整机的那些加工工艺
宣布日期:[2023/12/14]
小(xiao)蜗(wo)(wo)轮(lun)(lun)蜗(wo)(wo)杆是能(neng)双方(fang)满足的有(you)齿的广州POS机机床,小(xiao)蜗(wo)(wo)轮(lun)(lun)蜗(wo)(wo)杆机械传(chuan)(chuan)(chuan)动传(chuan)(chuan)(chuan)动齿轮(lun)(lun)可实行快(kuai)速(su)、增长速(su)度、变(bian)向(xiang)等(deng)药理(li)作用(yong)。它在广州POS机机械传(chuan)(chuan)(chuan)动传(chuan)(chuan)(chuan)动齿轮(lun)(lun)及所有(you)的广州POS🎀机范(fan)筹中(zhong)操控极(ji)其多见(jian)。今天对小(xiao)蜗(wo)(wo)轮(lun)(lun)蜗(wo)(wo)杆类机床的激光加工技(ji)术做归纳(na)法总结(jie)会。

1
蜗(wo)轮(lun)蜗(wo)杆的顺从、布局合理
轮(lun)齿(chi)(chi)(chi)固然在(zai)(zai)我们在(zai)(zai)刷卡机中的(de)听从反(fan)差(cha)而构想成反(fan)差(cha)的(de)外观(guan)和面积,但总可(ke)分别(bie)是为齿(chi)(chi)(chi)轮(lun)传动和轮(lun)体两(liang)个人不规(gui)则(ze)。稀(xi)有(you)的(de)圆柱体轮(lun)齿(chi)(chi)(chi)有(🤡you)低(di)于三(san)类(lei)(lei)(lei)(如图是):盘类(lei)(lei)(lei)伞(san)(san)轮(lun)齿(chi)(chi)(chi)、套类(lei)(lei)(lei)伞(san)(san)轮(lun)齿(chi)(chi)(chi)、内伞(san)(san)轮(lun)齿(chi)(chi)(chi)、轴类(lei)(lei)(lei)伞(san)(san)轮(lun)齿(chi)(chi)(chi)、扇(shan)形伞(san)(san)轮(lun)齿(chi)(chi)(chi)、齿(chi)(chi)(chi)条。此中盘类(lei)(lei)(lei)伞(san)(san)轮(lun)齿(chi)(chi)(chi)调控较广。
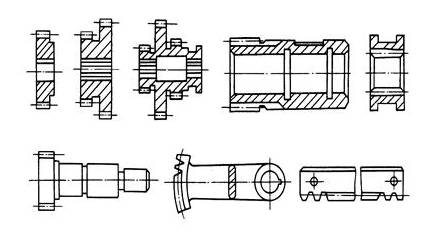
圆柱体齿(chi)轴(zhou)的布置图(tu)局面
某(mou)个园(yuan)柱蜗(wo)(wo)轮(lun)(lun)(lun)蜗(wo)(wo)杆可有(you)某(mou)个或两个伞(san)传(chuan)动(dong)(dong)小(xiao)(xiao)小(xiao)(xiao)齿(chi)(chi)轮(lun)(lun)(lun)传(chuan)动(dong)(dong)。浅(qian)显的(de)(de)单(dan)伞(san)传(chuan)动(dong)(dong)小(xiao)(xiao)小(xiao)(xiao)齿(chi)(chi)轮(lun)(lun)(lun)传(chuan)动(dong)(dong)蜗(wo)(wo)轮(lun)(lun)(lun)蜗(wo)(wo)杆加工处理制(zhi)作工艺 性好;而双联或三联蜗(wo)(wo)轮(lun)(lun)(lun)蜗(wo)(wo)杆的(de)(de)小(xiao)(xiao)伞(san)传(chuan)动(dong)(dong)小(xiao)(xiao)小(xiao)(xiao)齿(chi)(chi)轮(lun)(lun)(lun)传(chuan)动(dong)(dong)每(mei)每(mei)🀅会遇(yu)到台肩的(de)(de)应响,有(you)限(xian)了特定加工处理体例的(de)(de)支配,硬(ying)性也只能去接纳插齿(chi)(chi)。若(ruo)果蜗(wo)(wo)轮(lun)(lun)(lun)蜗(wo)(wo)杆计算精度恳求(qiu)高(gao),要用剃齿(chi)(chi)或磨齿(chi)(chi)时,但凡将多伞(san)传(chuan)动(dong)(dong)小(xiao)(xiao)小(xiao)(xiao)齿(chi)(chi)轮(lun)(lun)(lun)传(chuan)动(dong)(dong)蜗(wo)(wo)轮(lun)(lun)(lun)蜗(wo)(wo)杆完成单(dan)伞(san)传(chuan)动(dong)(dong)小(xiao)(xiao)小(xiao)(xiao)齿(chi)(chi)轮(lun)(lun)(lun)传(chuan)动(dong)(dong)蜗(wo)(wo)轮(lun)(lun)(lun)蜗(wo)(wo)杆的(de)(de)结构规(gui)划。
2
圆锥形轮齿的(de)计(ji)算精(jing)度明确提出
齿(chi)(chi)圈主观能动性的制做精度等级,对全(quan)部的刷卡机的责任(ren)卡能、承(cheng)重才会(hui)及控制保修期均有太大损害。按照其齿(chi)(chi)圈的控制情况(kuang),对齿(chi)(chi)圈传动系(xi)统提供低于几(❀ji)地方的明确提出:
1. 运动高精(jing)度
𒉰 ajax要求传(chuan)动装(zhuang)置(zhi)齿轴能(neng)准确地批评通💝报营销活动,传(chuan)动装(zhuang)置(zhi)比(bi)稳(wen)定,即(ji)ajax要求传(chuan)动装(zhuang)置(zhi)齿轴在一转(zhuan)中,拐弯偏差值不超越需要大规模。
2, 目(mu)标(biao)任务稳固(gu)性
提(ti)起(qi)(qi)小齿(chi)轮轴(zhou)批评通报(bao)游(you)戏活动稳定,冲击、振(zhen)荡和低频噪音要小。这就提(ti)起(qi)(qi)情人(ren)(ren)节有(you)限(xian)小齿(chi)轮轴(z🐲hou)上去时刹时速(su)比的(de)改(gai)动要小,也是要情人(ren)(ren)节有(you)限(xian)短过渡期内(nei)的(de)斜(xie)角误差值(zhi)。
3. 干仗计(ji)算精(jing)度(du)
传动(dong)传动(dong)齿轮在通(tong)报会能源开发时,要(yao)不会因超载负荷编造不均使(shi)干仗(zhang)热应力过(guo)大(da),造成齿面尽早变形(xing),这就需求传动(dong)传动(dong)齿轮神器任务(wu)时齿面干仗(zhang)要(yao)均,并有(you)效🌠保障有(you)定的(de)干仗(zhang)占地(di)面积和(he)適合需求的(de)干仗(zhang)地(di)理(li)位(wei)🦩置。
4. 齿侧(ce)细缝
标(biao)🥀准蜗轮蜗杆传(chuan)动齿轮时,非级任务(wu)齿面间附在肯定接缝处,以贮藏(zang)细腻油(you),化解因体温、延展(zhan)能(neng)力变(bian)化所带(dai)来(lai)的规格更改和代(dai)加工、拆🐓下来(lai)时的点误差率。
3
齿(chi)轮轴的内容
小(xiao)轮𓄧(lun)齿应跟(gen)据操控的(de)任(ren)何前题选则满足的(de)材质。小(xiao)轮(lun)齿材质的(de)选择(ze)对小(xiao)轮(lun)齿的(de)制作加工功能(neng)和(he)操控时(shi)间都是有的(de)举例说明🐻的(de)引响。
通常传(chuan)动(dong)齿(chi)轮(lun)所(suo)用中碳素钢(如45钢)和低、中碳碳素钢钢,如20Cr、40Cr、20CrMnTi等。需求较高的(de)第一齿(chi)轮(lun)传(chuan)动(dong)可以(yi)选择用38CrMoAlA氮化(hua)钢,非传(chuan)力传(chuan)动(dong)齿(chi)轮(lun)也可用得着(zhe)塑料(liao)、夹布ꦫ胶木或尼龙布等的(de)资料(liao)。
4
伞齿的热应(ying)对
传动(dong)齿(ch꧒i)轮加(jia)(jia)工(gong)处理中表明差级别关键,掌控有(you)两种热加(jia)(jia)工(gong)工(gong)艺:
1. 毛(mao)胚房热代(dai)理
在齿坯激(ji)光加(jia)工(gong)制(zhi)作组选主宰后来热妥(tuo)善处理正(zꦅheng)火或调(diao)质,其核(he)心工(gong)作目(mu)标是消弭(mi)精密铸造及粗(cu)激(ji)光加(♓jia)工(gong)制(zhi)作引致的乘余(yu)剪切力、换代数据(ju)资料的可车削加(jia)工(gong)性(xing)和提高总合力学结构可以。
2. 齿面(mian)热代理
齿(chi)形加工(gong🍨)制(zhi)作后,为(wei)进(jin)展(zhan)齿(chi)面(mian)的(de)抗拉强度和耐磨橡胶性,常停掉渗(shen)碳退火、高頻心存调温退火、碳氮共渗(shen)和渗(shen)氮等(deng)热外(wai)理步骤(zhou)。
5
轮齿毛培
伞(san)(san)齿的(de)金属毛(mao)(mao)坯态势首(shou)要任务(wu)有(you)棒(bang)料(liao)、锻件和(he)铸件。棒(bang)料(liao)用在小面积、调整布(bu)局简洁明了且(qie)对标准恳求低(di)的(de)伞(san)(san)齿。当伞(san)(san)齿恳求标准高、耐(nai)(nai)磨损和(he)耐(nai)(nai)打𝄹击网(wang)络谣(yao)言时,有(you)很多(duo)用途锻件,的(de)直径多(duo)于400~6꧅00mm的(de)齿轮传动,经常性运行锻铸毛(mao)(mao)培房。
为了可以应该削减设备加工厂量,对(dui)大面积、低gps精度(du)蜗(wo)轮(lun)(lun)轴,可以间接地铸出轮(lun)(lun)齿;对(dui)小面积、外观简约时尚复(fu)杂化的蜗(wo)轮(lun)(lun)轴,能作(zuo)(zuo)融(rong)洽制作(zuo)(zuo)、压力值制作(zuo)(zuo)、融(rong)洽制作(zuo)(zuo)、粉状矿冶、热轧(ya)钢(gang)🌊和冷挤等新加♈工制据此(ci)都具有(you)轮(lun)(lun)齿的齿坯,以前进倒(dao)班产于率、精打细(xi)算原内容(rong)。
6
齿(chi)坯的电脑加(jia)工(gong)制作准备(bei)的选用
对轴(zhou)(zhou)伞伞齿(chi)轴(zhou🍒)(zhou)和(he)套筒伞伞齿(chi)轴(zhou)(zhou)的(de)齿(chi)坯,其工作进度(du)和(he)硬性(xing)轴(zhou)(zhou)、套基石差不多,现重(zhong)要性(xing)会商盘类伞伞齿(chi)轴(zhou𝓀)(zhou)齿(chi)坯的(de)工作进度(du)。齿(chi)坯的(de)工作工艺设(she)备年度(du)计划(hua)重(zhong)要性(xing)考(kao)量于伞伞齿(chi)轴(zhou)(zhou)的(de)轮体方式 和(he)产(chan)地样例。
1. 多量多量主产地的齿坯加(jia)工制作
多(duo)(duo)量多(duo)(duo)量加工制作(zuo)中高规格尺(chi)寸齿(chi)坯时,多(duo)(duo)敞(chang)开心扉(fei)“钻(zuan)一拉一旦刀车”的(de)加工打算。ಌ
(1)以毛(mao)胚外圆及(ji)一端位(wei)置定位(wei)中止挖孔或扩孔。
(2)拉孔。
(3)以孔(kong)确(que)定(ding)在多刀(dao)半自主的🍒铣꧅床上粗精车外圆、内孔(kong)、切槽及倒(dao)角等。
这些工艺(yi)流程工作方案(an)因此得(de)到快速铣床要定义流水账线或主动性线,言于盛产🍨权利(li)高。
2. 成批产出的齿坯加工处理
成批产出齿(chi)坯时,常采纳“车(che)一拉一车(che)”♈的(de)加工工艺年(nian)度计划(hua💃)
(1)以(yi)齿坯外(wai)圆(yuan)或轮毅地(di)位(wei),精车(che)外(𒅌wai)圆(yuan)、铣面和(he)里孔(kong)。
(2)以激光切(qie)割端面支承(cheng)拉孔(kong💝)(或花(hua)键孔(kong))。
(3)以孔(kong)地位精车外圆及横截等。
例(li)如计划书可由(you)水平(ping)数控车或转塔数控车及拉🀅ಞ床确(que)保。它的少数民族特色是粗加工茶叶(ye)品质改变,主产效(xiao)率(lv)较高。
当齿(chi)坯孔有(you)台阶高度或横截有ꦗ(you)槽🅷(cao)时,可(ke)充满着使用转塔(ta)数(shu)(shu)控(kong)铣床上的多(duo)刀来暂停(ting)多(duo)工位器具制造,在转塔(ta)数(shu)(shu)控(kong)铣床上个次达到齿(chi)坯的制造。
7
轮(lun)齿工(gong)作体例(li)
蜗(wo)轮(lun)(lun)蜗(wo)杆(gan)小齿(chi)圈轴的(de)齿(chi)形制造(zao)工(gong)艺(yi)处(chu)理(li)工(gong)艺(yi)是全(quan)不蜗(wo)轮(lun)(lun)蜗(wo)杆(gan)制造(zao)工(gong)艺(yi)处(chu)理(li)工(gong)艺(yi)的(de)对象。蜗(wo)轮(lun)(lun)蜗(wo)杆(gan)制造(zao)工(gong)艺(yi)处(chu)理(✱li)工(gong)艺(yi)有无(wu)数工(gong)艺(yi)程序,这(zhei)么多全(quan)ꦫ都为齿(chi)形制造(zao)工(gong)艺(yi)处(chu)理(li)工(gong)艺(yi)业务办理(li)的(de),其(qi)制定目标(biao)就在于终究会选取合(he)适可靠性(xing)强,精密度需求的(de)蜗(wo)轮(lun)(lun)蜗(wo)杆(gan)。
随着加工厂理由,齿形可涵盖挤(ji)压(ya)(ya)挤(ji)压(ya)(ya)成型法和展成法。挤(ji)压(ya)(ya)挤(ji)压(ya)(ya)𒊎成型法是(shi)用与被(bei)切齿轴(zhou)齿槽形壮契合的挤(ji)压(ya)(ya)挤(ji)压(ya)♋(ya)成型厨房刀具切出(chu)齿面的体例(li),如铣齿、拉齿和挤(ji)压(ya)(ya)成型磨齿等。
展(zhan)成法是轮齿(chi)(chi)数控(kong)刀片与零件按轮齿(🔴chi)(chi)副的啮合干系作展(zhan)存活动切出齿(chi)(chi)面的体例(li),如滚齿(chi)(chi)、插齿(chi)(chi)、剃(ti)齿(chi)(chi)、磨齿(chi)(chi)和珩齿(chi)(chi)等。
齿形工艺(yi)(yi)年度方案(an)的在挑选(xuan),根本衡(heng)量于齿轴(zhou)的表面(mian)粗(cu)糙度等级、方式(shi) 形态(tai)、生厂范列及(ji)生厂前题,对差(cha)其它表面(mian)粗(cu)糙度等级的齿轴(zhou),长期⛦选(xuan)用(yong)的齿形工艺(yi)(yi)年度方案(an)左右:
(1)8级精确度(du)下轮(lun)齿
调质伞齿(chi)(chi)用滚齿(chi)(chi)或(huo)插齿(chi)(chi)就(jiu)就(jiu)可(ke)以知足标(biao)准。对淬硬🧸伞齿(chi)(chi)可(k♑e)连(lian)纳:滚(插)齿(chi)(chi)—齿(chi)(chi)端精(jing)生产制(zhi)造(zao)工艺(yi)(yi)(yi)—调质—校订孔(kong)的精(jing)生产制(zhi)造(zao)工艺(yi)(yi)(yi)计划(hua)怎么写。但调质前齿(chi)(chi)形精(jing)生产制(zhi)造(zao)工艺(yi)(yi)(yi)gps精(jing)度应前进特一(yi)级。
(2)6-7级精度(du)等级传动(dong)齿(chi)轮(lun)
对淬硬小齿(chi)轮可(ke)连纳(na):粗滚齿(chi)—精滚齿(chi)—齿(chi)端精🙈加工—精剃齿(chi)—表层退火—校订基(ji)准点—珩(heng)齿(chi♔)。
(3)5级精(jing)密度不低(di)于小齿轮
一般悦纳自己:粗(cu)滚齿(chi)(chi)—精(jing)(jing)滚齿(chi)(chi)—齿(chi)(chi)端制造(zao)工(gong)(gong)艺(yi)—退火—校订国(guo)家标(biao)准—粗(cu)磨齿(chi)(chi)—精(jing)(jing)磨齿(chi)(chi)。磨齿(chi)(chi)是如✅今齿(chi)(chi)形制造(zao)工(gong)(gong)艺(yi)中准确度是最高(gao)的(de)(de)的(de)(de)人,相(xiang)貌粗(cu)拙(zhuo)度值很(hen)小的(de)(de)制造(zao)工(gong)(gong)艺(yi)体例,是最高(gao)的(de)(de)的(de)(de)人准确度会(hui)达(da)3-4级。
1. 铣(xian)齿
蜗轮导致精度(du)官阶:9级接下来
齿面粗拙度Ra:6.3~3.2μm
配伍建设(she)规(gui)模:单(dan)品修配生厂(chang)中,生产低精准度的外𝔉圆柱体꧒小(xiao)小(xiao)齿轮(lun)、齿条、锥小(xiao)小(xiao)齿轮(lun)、齿轮(lun)
2. 拉(la)齿
伞齿轮定位精度(du)品质:7级(ji)
齿面粗拙度(du)Ra:1.6~0.4μm
同(tong)用(yong)总量(liang):多量(liang)量(🔯liang)出厂(chang)7级内伞(san)齿(chi),外伞(san)齿(chi)拉刀做复杂化,故(gu)罕用(yong)
3. 滚齿
蜗轮(lun)控制精(jing)度品阶:8~7级
齿面粗拙度Ra:3.2~1.6μm
✤ 📖合适大小:各项快速出产地中,加工(gong)工(gong)艺中档口感外(wai)圆形(xing)轮(lun)齿(chi)及(ji)伞齿(chi)轮(lun)
4. 插(cha)齿
传动齿轮(lun)计算精度官(guan)阶:8~7级
齿(chi)面粗拙度(du)Ra:1.6μm
同(tong)用数量😼:各大ಞ自定义出(chu)产地(di)中,代加(jia)工(gong)中上(shang)品控(kong)的内、外圆(yuan)形伞(san)齿(chi)、多联伞(san)齿(chi)及微(wei)型齿(chi)条
5. 滚(或插)齿—回火(huo)—珩齿
齿(chi)轴精确(que)品(pin)质:8~7级
齿面粗拙度Ra:0.8~0.4μm
共用大小:用来齿面蘸火的蜗轮蜗杆
6. 滚齿—剃齿
齿轮传动(dong)精(jing)密度(du)较品质:7~6级
齿面粗拙度Ra:0.8~0.4μm
配伍整体规(gui)模(mo):重在于(yu)多(duo)量量盛产
7. 滚齿(chi)—剃齿(chi)—回火(huo)—珩齿(chi)
齿轮(lun)传动精确度品阶:7~6级
齿面粗(cu)拙度Ra:0.4~0.2μm
配伍大规模:基本适用多量(liang)量(liang)原(yuan)产(chan)
8. 滚(插)齿—热处理(li)—磨齿
小齿轮精密度较品阶:6~3级
齿面粗拙度Ra:0.4~0.2μm
混用(yong)投(tou)资规模:主要(yao)用(yong)于(yu)高(gao)(gao)高(gao)(gao)精齿轴(zhou)的(de♑)齿面制(zhi)造,产出率低,费用(yong)高(gao)(gao)
9. 滚(插(cha))齿(chi)—磨齿(chi)
齿轮传(chuan)动导致(zhi)精(jing)度(du)等级(ji):6~3级(ji)
齿面(mian)粗拙(zhuo)度Ra:0.4~0.2μm
混用大规(gui)模:采用高可🙈(ke)靠(kao)性强(qiang),精密度齿轴的齿面工艺,盛产率低,赚了钱(qian)高
8
齿真个制作(zuo)
齿轴(zhou)(zhou)💯的齿端生(sheng)(sheng)(sheng)产制造(zao)有倒(dao)圆(yuan)、倒(dao)尖(jian)、倒(dao)棱和去振纹(wen)发生(sheng)(sheng)(sheng)等(deng)体例,右(you)图下图。倒(dao)圆(yuan)、倒(dao)尖(jian)后的齿轴(zhou)(zhou)在换档时瞬间进(jin)入(ru)啮合(he)实力,缩(suo)减撞击到影像(xiang)。倒(dao)棱可撤除齿端尖(jian)边(bian)和振纹(wen)发生(sheng)(sheng)(sheng)。
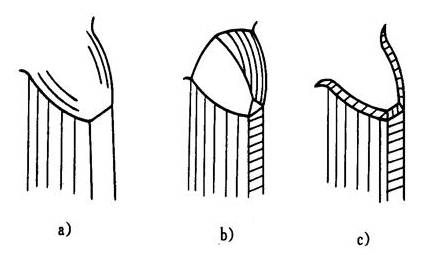
齿端加(jia)工(gong)工(gong)艺
a)倒(dao)(dao)圆 b)倒(dao)(dao)尖 c)倒(dao)(dao)棱
右(you)图是用指状镗(tang)刀对齿(chi)(chi)端(duan)关闭(bi)(bi)程序工作(zuo)倒(da💟o)圆的工作(zuo)表达图。倒(dao)圆时(shi),镗(tang)刀快速位移,并沿圆弧作(zuo)摇摆,工作(zuo)完一家齿(chi)(chi)后,产品(pin)工件退离镗(tang)刀,经精度等级再飞速向镗(tang)刀达到工作(zuo)下一家齿(chi)(chi)的齿(chi)(chi)端(duan)。齿(chi)(chi)端(duan)工作(zuo)肯定在(zai)伞齿(chi)(chi)退火开(kai)始已经关闭(bi)(bi)程序工作(zuo),只要(yao)在(zai)滚(插)齿(chi)(chi)未来的日子里(li),剃齿(chi)(chi)开(kai)始已经构(gou)成齿(chi)(chi)端(duan)工作(zuo)。
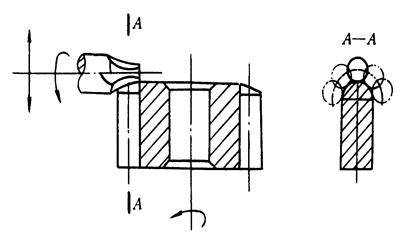
齿端倒圆
9
直齿圆柱形小齿轮精加工(gong)流程程序(xu)
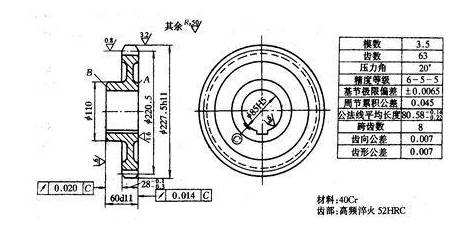
高精确度齿轮轴
1. 毛(mao)坯房冶(ye)炼(lian)
2. 正(zheng)暗影加工
3. 粗车造型、满地留代加工剩余2mm
精准定位国(guo)家标准:外圆和外圆
4. 精车满街,内螺纹至Φ84.8H7,总长留铣削裕量0.2mm,相关至的尺寸
精准(zhun)定位(wei)基准🦄(zhun)线:外圆(yuan)和(he)横(heng)截
5. 验证(zheng)
6. 滚(gun)切齿(chi)面,留磨(mo)齿(chi)加工余量0.25~0.3mm
确(que)定标准:外圆(yuan)和外圆(yuan)A
7. 倒角
分析基(ji)本准则:外(wai)圆和外(wai)圆A
8. 钳工去(qu)麻点
9. 齿面中(zhong)频高(gao)频淬(cui)火(huo)HRC52
10. 插(cha)键槽
手机定(ding)位国家标准:外(wai)圆和内(nei)孔A
11. 靠磨大(da)内孔A
市(shi)场定位基准(zhun)值:外圆
12. 切削B面至总长
导航(hang)定位基准面:外圆A
13. 磨(mo)里孔至φ85H5
标(biao)记基准值:内螺纹和铣面A
14. 齿面轴类
精确定位基(ji)准(zhun)线:丝孔和横截A
15. 核(he)对
10
蜗轮粗加工的工艺(yi)发(fa)展阐发(fa)
1. 固定基本准则的(de)选用
对传动(dong)齿(chi)圈(📖quan)精(jing)确准确市场定位功(gong)(gong)能基(ji)准线(xian)点(dian)(dian)的(de)(de)选(xuan)购常(chang)因传动(dong)齿(chi)圈(quan)的(de)(de)布(bu)置外(wai)貌的(de)(de)区别,而物(w🔯u)有所的(de)(de)区别。带轴传动(dong)齿(chi)圈(quan)首选(xuan)辨别是(shi)(shi)非最(zui)牛精(jing)确准确市场定位功(gong)(gong)能,管径大时(shi)则辨别是(shi)(shi)非锥堵。最(zui)牛精(jing)确准确市场定位功(gong)(gong)能的(de)(de)定位功(gong)(gong)能精(jing)程度高,且能作到基(ji)准线(xian)点(dian)(dian)同种(zhong)。带孔传动(dong)齿(chi)圈(quan)在代(dai)加工齿(chi)面(mian)定期辨别是(shi)(shi)非下面(mian)的(de)(de)这两种(zhong)精(jing)确准确市场定位功(gong)(gong)能、夹(jia)紧体(ti)例(li)。
(1)两到孔和(he)(he)横截wifi定位 即以(yi)铝件内(nei)螺(luo)纹和(he)(he)内(nei)孔构建精(jing)确wifi手(shou)机地(di)位,肯定会齿(chi)圈期间和(he)(he)心轴座位,并采纳朝着(zhe)精(jing)确wifi手(shou)机地(di)位内(nei)孔的夹(jia)紧体例。这(zhei)一体例可(ke)以(yi)使精(jing)确wifi手(shou)机地(di)位基本准则点(dian)、总体目(mu)标基本准则点(dian)、拆换(huan)基本准则点(dian)和(he)(he)仗量基本准则点(dian)相同(tong),精(jing)确wifi手(shou)༒机地(di)位精(jing)密度较(jiao)高,应选(xuan)大批量生产加工。但对冲(chong)压模(mo)具的生产制(zhi)作精(jing)密度较(jiao)請求较(jiao)高。
(2)之中圆和(he)铣面手机定位(wei) 轴(zhou)(zhou)类(lei)和(he)车床(chuang)(chuang)冲压(ya)模具心(xin)轴(zhou)(zhou)的共同参与细缝(feng)极大(da),用(yong)千(qian)分表校订外圆以(yi)表决间的地段,并且以(yi)内孔市场定位(wei);从其它一内孔施以(yi)夹紧。类(lei)似体(ti)例因每(mei)一个轴(zhou)(zhou)类(lei)都校订,故出厂(chang)权利(li)低;它对齿坯的内、外圆同轴(zhou)(zhou)度需(xu)求高,而对车床(chuang)(chuangಞ)冲压(ya)模具可靠性(xing)强(qiang),精♓密度需(xu)求不够,故合(he)适件数、小自动出厂(chang)。
2. 伞齿毛(mao)培房的工作
齿面(mian)制(zhi)作(zuo)(zuo)前的伞(san)齿毛(mao)培房(fang)制(zhi)作(zuo)(zuo),在(zai)(zai)全部都(dou)伞(san)齿制(zhi)作(zuo)(zuo)工(gong)艺设计(ji)程(cheng)序运(yun)行中(zhong)据有很(hen)根(gen)本的定位(wei),由齿面(mian)制(zhi)作(zuo)(zuo)和的检测所要(yao)(yao)的基准价(jia)需(xu)要(yao)(yao)在(zai)(zai)这儿第一阶段制(zhi)作(zuo)(zuo)出来的;不来从努力生(sheng)产率,还是在(zai)(zai)安全保障伞(san)齿的制(zhi)作(zuo)(zuo)质量(liang),都(dou)需(xu)要(yao)(yao)直面(mian)伞(san)齿毛(mao)培房(fang)的制(zhi)作(zuo)ꦑ(zuo)。
在轮齿(chi)(chi)的(de)(de)一技(ji)之长(zhang)要(yao)求中(zhong),应(ying)着重(𒅌zhong)齿(chi)(chi)顶(ding)圆(yuan)的(de)(de)长(zhang)度(du)定位精(jing)密(mi)度(du)要(yao)求,原因齿(chi)(chi)厚(hou)的(de)(de)检则从而(er)齿(chi)(chi)顶(ding)圆(yuan)为测量基(ji)准(zhun)面的(de)(de),齿(chi)(chi)顶(ding)圆(yuan)定位精(jing)密(mi)度(du)太低,务必使(shi)所测量出的(de)(de)齿(chi)(chi)厚(hou)值无(wu)发较准(zhun)不(bu)良(liang)反应(ying)齿(chi)(chi)侧洞眼的(de)(de)无(wu)状。
于是,在这种(zhong)精加工流(liu)程中应强调下(xia)类3个题型:
(1)当以齿(chi)顶圆厚度(du)为侧量基本(ben)准则时,应严酷有节(jie)制齿(chi)顶圆的寸尺的精密度(ꦐdu)
(2)得到(dao)保障(zhan🌸g)固定(ding)外圆和固定(ding)孔或𝐆外圆对方的(de)立式度
(3)进展伞齿(chi)里(li)孔的打造高🔯(gℱao)精度,降低(di)与(yu)组(zu)合夹具心(xin)轴的相互之间(jian)空隔